

Last Updated: 9 July 2025
Are You looking for Odisha Gk MCQs?
You came to the right place! In this article, You’ll find all the important Odisha Gk Multiple Choice Questions that You are looking for.
These Multiple Choice Questions will be very helpful for You to know more about the beautiful Indian State of Odisha and many fascinating facts that You’ve never heard before.
| Topics Included In This Article |
- History
- Geography
- Districts
- Government
- Politics
- Legislative Assembly
- Transportation
- Education
- Tourism
- Borders
- Nicknames
- Awards
- State Symbols, etc.
Odisha Gk will be very helpful for students sitting for Odisha Public Service Commission (OPSC) and various other State Competitive Exams.
Page Contents
Odisha Gk Multiple Choice Questions
1. Which country is comparable to the size of Odisha?
a) Netherlands
b) Bangladesh
c) Tunisia
d) Myanmar
Answer
b) Bangladesh (147,570 km2)
2. What is the total area of Odisha?
a) 145,707 km2
b) 155,707 km2
c) 165,707 km2
d) 175,707 km2
Answer
b) 155,707 km2
3. What is the State Song of Odisha?
a) Jaya Jaya He Odisha
b) O Mur Apunar Desh
c) Bande Utkala Janani
d) Mera Odisha
Answer
c) Bande Utkala Janani (I Adore Thee, O Mother Utkala!)
4. When was the state’s name officially changed from Orissa to Odisha?
a) 2010
b) 2011
c) 2012
d) 2013
Answer
b) 2011
5. What is the rank of Odisha in terms of Area?
a) 7th Position
b) 8th Position
c) 9th Position
d) 10th Position
Answer
b) 8th Position
6. What is the rank of Odisha for the largest population of Scheduled Tribes in India?
a) 1st
b) 2nd
c) 3rd
d) 4th
Answer
c) 3rd (1st is Madhya Pradesh and 2nd is Maharashtra)
7. Which animal statue is found on the Emblem of Odisha?
a) Horse
b) Lion
c) Deer
d) Tiger
Answer
a) Horse (Read More Here)
8. How many states does Odisha share its border with?
a) Three States
b) Four States
c) Five States
d) Six States
Answer
b) Four States
Name of the states:
1) West Bengal (North)
2) Jharkhand (North)
3) Chhattisgarh (West)
4) Andhra Pradesh (South)
9. What is the length of the coastline of Odisha with the Bay of Bengal?
a) 485 Km
b) 585 Km
c) 685 Km
d) 785 Km
Answer
b) 585 Km (301 mi)
10. Which region of Odisha is mentioned in the National Anthem of India?
a) Utkala
b) Drābiṛa
c) Ucchala
d) Baṅga
Answer
a) Utkala
Related: 130 West Bengal General Knowledge MCQs For WBPSC Exam
11. When is the Statehood Day of Odisha?
a) 1st March 1936
b) 1st April 1936
c) 1st May 1936
d) 1st June 1936
Answer
b) 1st April 1936
12. What is the capital of Odisha?
a) Cuttack
b) Rourkela
c) Puri
d) Bhubaneswar
Answer
d) Bhubaneswar
13. What is the state anthem of Odisha?
a) Mere Bharat Ke
b) Orissa Devabhumi Matribhumi
c) Bande Utkala Janani
d) Jaya Jaya He
Answer
c) Bande Utkala Janani
14. Which is the largest city in Odisha?
a) Bhubaneswar
b) Cuttack
c) Rourkela
d) Berhampur
Answer
a) Bhubaneswar (161 km2Approx.)
15. What is the State Mammal of Odisha?
a) Sambar Deer
b) Gaur
c) Fishing Cat
d) Spotted Deer
Answer
a) Sambar Deer
16. What is the State Bird of Odisha?
a) Hill Myna
b) Kingfisher
c) House Sparrow
d) Indian Roller
Answer
d) Indian Roller
17. What is the State Fish of Odisha?
a) Ilish
b) Mahanadi Mahseer
c) Mud Fish
d) Walking Catfish
Answer
b) Mahanadi Mahseer
18. What is the State Flower of Odisha?
a) Tangidi Puvvu
b) Brahma Kamal
c) Jasmine
d) Ashoka
Answer
d) Ashoka
19. What is the State Tree of Odisha?
a) Sacred Fig
b) Sheesham
c) Khejri
d) Mango
Answer
a) Sacred Fig
20. When is Utkala Dibasa celebrated in Odisha?
a) 1st April
b) 1st May
c) 1st June
d) 1st July
Answer
a) 1st April
Related: State Symbols Of 28 Indian States And 8 Union Territories
21. How many seats are in the Odisha Legislative Assembly?
a) 147 Seats
b) 157 Seats
c) 31 Seats
d) 41 Seats
Answer
a) 147 Seats
22. What type of Legislature is the Odisha Legislative Assembly?
a) Unicameral
b) Bicameral
c) Tricameral
d) Multicameral
Answer
a) Unicameral
23. Who is the speaker of the Odisha Legislative Assembly?
a) Rajani Kant Singh
b) Naveen Patnaik
c) Surama Padhy
d) Pradipta Kumar Naik
Answer
c) Surama Padhy (Since 20 June 2024)
24. Which is the State Dance of Odisha that is also in the 8 Classical Dances of India?
a) Gotipua
b) Odissi
c) Jhumair
d) Mohiniyattam
Answer
b) Odissi
25. Who is the current Chief Minister of Odisha? (2025)
a) Giridhar Gamang
b) Naveen Patnaik
c) Hemananda Patnaik
d) Mohan Charan Majhi
Answer
d) Mohan Charan Majhi
26. Who is the longest-serving Chief Minister of Odisha?
a) Naveen Patnaik
b) Biju Patnaik
c) Harekrushna Mahatab
d) Janaki Ballabh Patnaik
Answer
a) Naveen Patnaik (5 March 2000-12 June 2024) [24 Years 98 Days]
27. How many terms did Naveen Patnaik become the Chief Minister?
a) 3 Terms
b) 4 Terms
c) 5 Terms
d) 6 Terms
Answer
c) 5 Terms
28. How many Lok Sabha seats does Odisha have?
a) 41 Seats
b) 31 Seats
c) 21 Seats
d) 11 Seats
Answer
c) 21 Seats
29. How many Rajya Sabha seats does Odisha have?
a) 31 Seats
b) 21 Seats
c) 10 Seats
d) 5 Seats
Answer
c) 10 Seats (8 BJD 1 BJP)
30. Who was the first Chief Minister of Odisha before Independence?
a) Nabakrushna Choudhury
b) Harekrushna Mahatab
c) Krushna Chandra Gajapati
d) Bishwanath Das
Answer
c) Krushna Chandra Gajapati (1 April 1937~19 July 1937)
Chief Ministers Of Odisha
| No. | Chief Minister | Term In | Term Out | Party |
|---|---|---|---|---|
| 1 | Harekrushna Mahatab (Soro) | 15 Aug 1947 | 12 May 1950 | INC |
| 2 | Nabakrushna Choudhury (Barchana) | 12 May 1950 | 19 Oct 1956 | INC |
| Harekrushna Mahatab[1] (Soro) | 19 Oct 1956 | 25 Feb 1961 | INC | |
| ~ | President’s Rule | 25 Feb 1961 | 23 Jun 1961 | ⟰ |
| 3 | Biju Patnaik (Choudwar) | 23 Jun 1961 | 02 Oct 1963 | INC |
| 4 | Biren Mitra (Cuttack City) | 02 Oct 1963 | 21 Feb 1965 | INC |
| 5 | Sadashiva Tripathy (Omerkote) | 21 Feb 1965 | 08 Mar 1967 | INC |
| 6 | Rajendra Narayan Singh Deo (Bolangir) | 08 Mar 1967 | 09 Jan 1971 | SP |
| ~ | President’s Rule | 11 Jan 1971 | 03 Apr 1971 | ⟰ |
| 7 | Bishwanath Das (Rourkela) | 03 Apr 1971 | 14 Jun 1972 | IND |
| 8 | Nandini Satpathy | 14 Jun 1972 | 03 Mar 1973 | INC |
| ~ | President’s Rule | 16 Dec 1976 | 29 Dec 1976 | |
| 9 | Binayak Acharya (Berhampur) | 29 Dec 1976 | 30 Apr 1977 | INC |
| ~ | President’s Rule | 30 Apr 1977 | 26 Jun 1977 | ⟰ |
| 10 | Nilamani Routray (Basudevpur) | 26 Jun 1977 | 17 Feb 1980 | JP |
| ~ | President’s Rule | 17 Feb 1980 | 09 Jun 1980 | ⟰ |
| 11 | Janaki Ballabh Patnaik (Athagarh) | 09 Jun 1980 | 07 Dec 1989 | INC |
| 12 | Hemananda Biswal (Laikera) | 07 Dec 1989 | 05 Mar 1990 | INC |
| Biju Patnaik[3] (Bhubaneswar) | 05 Mar 1990 | 15 Mar 1995 | JD | |
| Janaki Ballabh Patnaik[11] (Begunia) | 15 Mar 1995 | 17 Feb 1999 | INC | |
| 13 | Giridhar Gamang (Laxmipur) | 17 Feb 1999 | 06 Dec 1999 | INC |
| Hemananda Biswal[12] (Laikera) | 06 Dec 1999 | 05 Mar 2000 | INC | |
| 14 | Naveen Patnaik (Hinjili) | 05 Mar 2000 | 12 Jun 2025 | BJD |
| 15 | Mohan Charan Majhi (Keonjhar) | 12 Jun 2025 | Incumbent | BJP |
| Acronyms 1) INC: Indian National Congress 2) SP: Swatantra Party 3) IND: Independent 4) JP: Janata Party 5) JD: Janata Dal 6) BJD: Biju Janata Dal 7) BJP: Bharatiya Janata Party |
Related: Council Of Ministers Of India (All 28 Indian States)
31. Who was the first Chief Minister of Odisha after Independence?
a) Harekrushna Mahatab
b) Nabakrushna Choudhury
c) Biju Patnaik
d) Biren Mitra
Answer
a) Harekrushna Mahatab (15 Aug 1947~12 May 1950)
32. Who was the first Governor of Odisha before Independence?
a) Howthorne Lewis
b) Sir John Austen Hubback
c) George Townsend Boag
d) Sir John Austen Hubback
Answer
d) Sir John Austen Hubback
33. Who was the first Governor of Odisha after Independence?
a) Kailash Nath Katju
b) Chandulal Madhavlal Trivedi
c) Fazal Ali
d) Bhim Sen Sachar
Answer
a) Kailash Nath Katju
List Of Governors Of Odisha
British India (Before 1947)
| No. | Governor | Term In | Term Out |
|---|---|---|---|
| 1 | John Austen Hubback | 01 Apr 1936 | 11 Aug 1938 |
| George Townsend Boag (Acting) | 11 Aug 1938 | 07 Dec 1938 | |
| 2 | John Austen Hubback | 08 Dec 1938 | 31 Mar 1941 |
| 3 | Hawthorne Lewis | 01 Apr 1941 | 31 Mar 1946 |
| 4 | Chandulal Madhavlal Trivedi | 01 Apr 1946 | 14 Aug 1947 |
Independent India (After 1947)
| No. | Governor | Term In | Term Out |
|---|---|---|---|
| 1 | Kailash Nath Katju | 15 Aug 1947 | 20 Jun 1948 |
| 2 | Asaf Ali | 21 Jun 1948 | 05 May 1951 |
| V. P. Menon (Acting) | 06 May 1951 | 17 Jul 1951 | |
| Asaf Ali[2] | 18 Jul 1951 | 06 Jun 1952 | |
| 3 | Fazal Ali | 07 Jun 1952 | 09 Feb 1954 |
| 4 | P. S. Kumaraswamy Raja | 10 Feb 1954 | 11 Sep 1956 |
| 5 | Bhim Sen Sachar | 12 Sep 1956 | 31 Jul 1957 |
| 6 | Yeshwant Narayan Sukthankar | 31 Jul 1957 | 15 Sep 1962 |
| 7 | Ajudhia Nath Khosla | 16 Sep 1962 | 05 Aug 1966 |
| Khaleel Ahmed (Acting) | 05 Aug 1966 | 11 Sep 1966 | |
| Ajudhia Nath Khosla[7] | 12 Sep 1966 | 30 Jan 1968 | |
| 8 | Shaukatullah Shah Ansari | 31 Jan 1968 | 20 Sep 1971 |
| Sardar Yojendra Singh (Acting) | 20 Sep 1971 | 30 Jun 1972 | |
| Gati Krushna Misra (Acting) | 01 Jul 1972 | 08 Nov 1972 | |
| 9 | Basappa Danappa Jatti | 08 Nov 1972 | 20 Aug 1974 |
| Gati Krushna Misra (Acting) | 21 Aug 1974 | 25 Oct 1974 | |
| 10 | Akbar Ali Khan | 25 Oct 1974 | 17 Apr 1976 |
| Shiva Narayan Shankar (Acting) | 17 Apr 1976 | 07 Feb 1977 | |
| 11 | Harcharan Singh Brar | 07 Feb 1977 | 22 Sep 1977 |
| 12 | Bhagwat Dayal Sharma | 23 Sep 1977 | 30 Apr 1980 |
| 13 | Cheppudira Muthana Poonacha | 30 Apr 1980 | 30 Sep 1980 |
| S. K. Ray (Acting) | 01 Oct 1980 | 03 Nov 1980 | |
| Cheppudira Muthana Poonacha[13] | 04 Nov 1980 | 24 Jun 1982 | |
| Ranganath Misra (Acting) | 25 Jun 1982 | 31 Aug 1982 | |
| Cheppudira Muthana Poonacha[13] | 01 Sep 1982 | 17 Aug 1983 | |
| 14 | Bishambhar Nath Pande | 17 Aug 1983 | 20 Nov 1988 |
| 15 | Saiyid Nurul Hasan | 20 Nov 1988 | 06 Feb 1990 |
| 16 | Yagya Dutt Sharma | 07 Feb 1990 | 01 Feb 1993 |
| Saiyid Nurul Hasan[15] | 01 Feb 1993 | 31 May 1993 | |
| 17 | B. Satya Narayan Reddy | 01 Jun 1993 | 17 Jun 1995 |
| 18 | Gopala Ramanujam | 18 Jun 1995 | 30 Jan 1997 |
| 19 | K. V. Raghunatha Reddy | 31 Jan 1997 | 12 Feb 1997 |
| Gopala Ramanujam[18] | 13 Feb 1997 | 13 Dec 1997 | |
| K. V. Raghunatha Reddy[19] | 13 Dec 1997 | 27 Apr 1998 | |
| 20 | C. Rangarajan | 27 Apr 1998 | 14 Nov 1999 |
| 21 | M. M. Rajendran | 15 Nov 1999 | 17 Nov 2004 |
| 22 | Rameshwar Thakur | 18 Nov 2004 | 21 Aug 2007 |
| 23 | Murlidhar Chandrakant Bhandare | 21 Aug 2007 | 09 Mar 2013 |
| 24 | S.C. Jamir | 21 Mar 2013 | 20 Mar 2018 |
| Satya Pal Malik (Additional Charge) | 21 Mar 2018 | 28 May 2018 | |
| 25 | Ganeshi Lal | 29 May 2018 | 30 Oct 2023 |
| 26 | Raghubar Das | 31 Oct 2023 | 02 Jan 2025 |
| 27 | Kambhampati Hari Basu | 03 Jan 2025 | Incumbent |
34. How many Districts are in Odisha?
a) 32 Districts
b) 31 Districts
c) 30 Districts
d) 28 Districts
Answer
c) 30 Districts
35. How many Divisions are in Odisha?
a) 4 Divisions
b) 7 Divisions
c) 3 Divisions
d) 2 Divisions
Answer
c) 3 Divisions
Viz.
1) Central Division
2) Northern Division
3) Southern Division
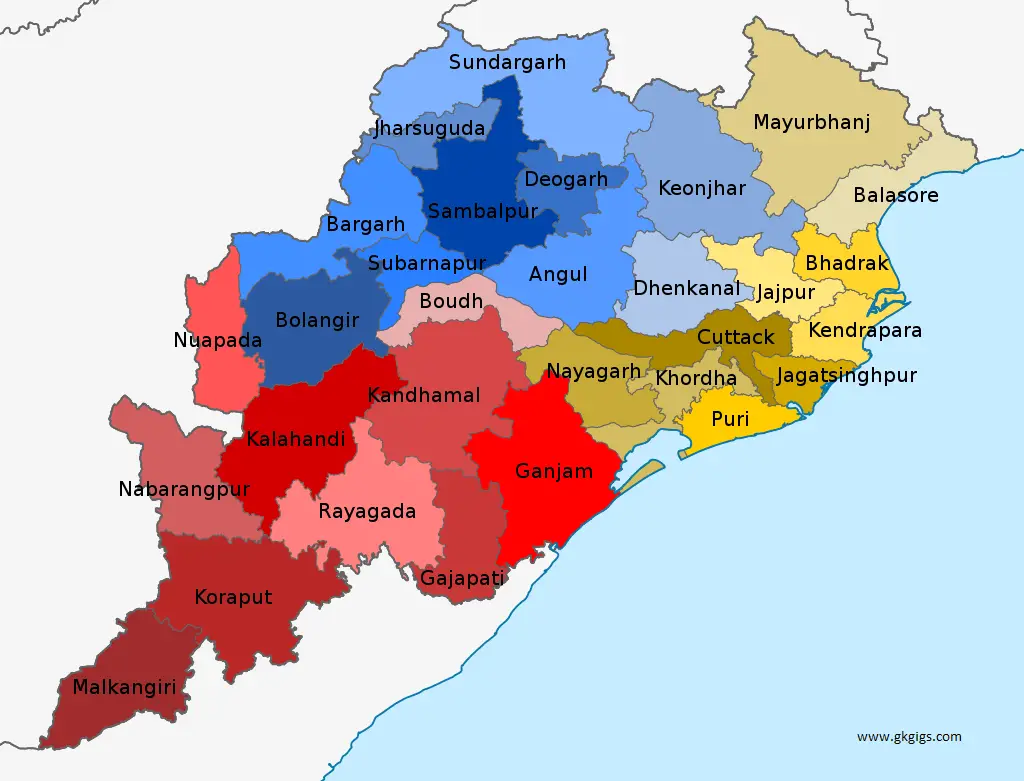
List Of Districts Of Odisha
| No. | Districts | Headquarters | Area (km²) |
|---|---|---|---|
| 1 | Angul | Angul | 6,376 |
| 2 | Boudh | Boudh | 3,098 |
| 3 | Balangir | Balangir | 6,575 |
| 4 | Bargarh | Bargarh | 5,837 |
| 5 | Balasore | Balasore | 3,806 |
| 6 | Bhadrak | Bhadrak | 2,505 |
| 7 | Cuttack | Cuttack | 3,932 |
| 8 | Debagarh | Debagarh | 2,940 |
| 9 | Dhenkanal | Dhenkanal | 4,452 |
| 10 | Ganjam | Chhatrapur | 8,206 |
| 11 | Gajapati | Paralakhemundi | 4,325 |
| 12 | Jharsuguda | Jharsuguda | 2,114 |
| 13 | Jajpur | Jajpur | 2,899 |
| 14 | Jagatsinghapur | Jagatsinghapur | 1,668 |
| 15 | Khordha | Khordha | 2,813 |
| 16 | Kendujhar | Kendujhar | 8,303 |
| 17 | Kalahandi | Bhawanipatna | 7,920 |
| 18 | Kandhamal | Phulbani | 8,021 |
| 19 | Koraput | Koraput | 8,807 |
| 20 | Kendrapara | Kendrapara | 2,644 |
| 21 | Malkangiri | Malkangiri | 5,791 |
| 22 | Mayurbhanj | Baripada | 10,418 |
| 23 | Nabarangpur | Nabarangapur | 5,291 |
| 24 | Nuapada | Nuapada | 3,852 |
| 25 | Nayagarh | Nayagarh | 3,890 |
| 26 | Puri | Puri | 3,479 |
| 27 | Rayagada | Rayagada | 7,073 |
| 28 | Sambalpur | Sambalpur | 6,624 |
| 29 | Subarnapur | Subarnapur | 2,337 |
| 30 | Sundargarh | Sundargarh | 9,712 |
| Total | 155,707 |
36. Which is the largest District of Odisha?
a) Sundargarh District
b) Kendujhar District
c) Mayurbhanj District
d) Kandhamal District
Answer
c) Mayurbhanj District (10,418 Km2)
37. Which is the smallest district of Odisha?
a) Bhadrak
b) Jagatsinghapur
c) Jharsuguda
d) Subarnapur
Answer
b) Jagatsinghapur (1,668 Km2)
38. What is the other name of Subarnapur District?
a) Deogarh District
b) Sonepur District
c) Sambalpur District
d) Sundargarh District
Answer
b) Sonepur District
39. Which Division does Koraput falls into?
a) Central Division
b) Northern Division
c) Southern Division
d) Between Northern Division & Southern Division
Answer
c) Southern Division
40. Where is the headquarter of the Central Division?
a) Jagatsinghpur
b) Cuttack
c) Kendrapara
d) Jajpur
Answer
b) Cuttack
Related: Indian States And Districts List With Administrative Divisions (2025)
41. Where is the headquarter of the Northern Division?
a) Sambalpur
b) Bargarh
c) Debagarh
d) Kendujhar
Answer
a) Sambalpur
42. Where is the headquarter of the Southern Division?
a) Gajapati
b) Boudh
c) Kandhamal
d) Berhampur
Answer
d) Berhampur
43. Which District borders the Bay of Bengal?
a) Mayurbhanj
b) Kendrapara
c) Kandhamal
d) Gajapati
Answer
b) Kendrapara
44. How many districts border Chhattisgarh?
a) 9 Districts
b) 8 Districts
c) 6 Districts
d) 5 Districts
Answer
b) 8 Districts
Viz.
1) Bargarh
2) Jharsuguda
3) Kalahandi
4) Koraput
5) Malkangiri
6) Nabarangpur
7) Nuapada
8) Sundargarh
45. When were the 7 mandals of the Khamman district of Telangana handed over to the Andhra Pradesh administration?
a) 11th July 2012
b) 11th July 2013
c) 11th July 2014
d) 11th July 2015
Answer
c) 11th July 2014
* This made Odisha share its borders with only 4 Indian states and excluded Telangana.
46. How many districts of Odisha border Andhra Pradesh?
a) 4 Districts
b) 5 Districts
c) 3 Districts
d) 7 Districts
Answer
b) 5 Districts
Viz.
1) Malkangiri
2) Koraput
3) Rayagada
4) Gajapati
5) Ganjam
47. How many districts of Odisha border Jharkhand?
a) 2 Districts
b) 3 Districts
c) 4 Districts
d) 5 Districts
Answer
b) 3 Districts
Viz.
1) Sundargarh
2) Keonjhar
3) Mayurbhanj
48. How many districts of Odisha border West Bengal?
a) One District
b) Two Districts
c) Three Districts
d) Four Districts
Answer
b) Two Districts
Viz.
1) Mayurbhanj
2) Balasore
49. What is the ISO code for Odisha?
a) OD
b) OR
c) OS
d) OH
Answer
b) OR
50. Who is the School & Mass Education Minister of Odisha under the ministry of Shri Mohan Charan Majhi?
a) Arun Kumar Sahoo
b) Nityananda Gond
c) Samir Ranjan Das
d) Raghunandan Das
Answer
b) Nityananda Gond
Cabinet Ministers Portfolio In Odisha
| No. | Minister | Portfolio | Party |
|---|---|---|---|
| 1 | Mohan Charan Majhi Chief Minister (Keonjhar) | 1) Home 2) General Administration 3) Public Grievance 4) Finance 5) Information & Public Relations 6) Water Resources 7) Planning & Coordination 8) Other Departments not Allocated to any Minister | BJP |
| 2 | Kanak Vardhan Singh Deo Deputy Chief Minister (Patnagarh) | 1) Agriculture & Farmers Empowerment 2) Energy | BJP |
| 3 | Pravati Parida Deputy Chief Minister (Nimapara) | 1) Women & Child Development 2) Mission Shakti 3) Tourism | BJP |
| 4 | Suresh Pujari (Brajarajnagar) | 1) Revenue 2) Disaster Management | BJP |
| 5 | Rabi Narayan Naik (Kuchinda) | 1) Rural Development 2) Panchayati Raj 3) Drinking Water | BJP |
| 6 | Nityananda Gond (Umerkote) | 1) School & Mass Education 2) S.T. & S.C. Development 3) Minorities & Backward Classes Welfare 4) Social Security 5) Empowerment of Persons with Disability | BJP |
| 7 | Krushna Chandra Patra (Dhenkanal) | 1) Food Supplies & Consumer Welfare 2) Science & Technology | BJP |
| 8 | Prithviraj Harichandan (Chilika) | 1) Law 2) Works 3) Excise | BJP |
| 9 | Mukesh Mahaling (Loisingha) | 1) Health & Family Welfare 2) Parliamentary Affairs 3) Electronics & Information Technology | BJP |
| 10 | Bibhuti Bhusan Jena (Gopalpur) | 1) Commerce and Transport 2) Steel & Mines | BJP |
| 11 | Krushna Chandra Mohapatra (Morada) | 1) Housing & Urban Development 2) Public Enterprises | BJP |
Minister Of State With Independent Charge
| No. | Minister | Portfolio | Party |
|---|---|---|---|
| 12 | Ganesh Ram Singh Khuntia (Jashipur) | 1) Forest & Environment and Climate Change 2) Labour & Employees’ State Insurance | BJP |
| 13 | Suryabanshi Suraj (Dhamnagar) | 1) Higher Education 2) Sports & Youth Services 3) Odia Language, Literature & Culture | BJP |
| 14 | Pradeep Bal Samanta (Sukinda) | 1) Co-operation 2) Handlooms, Textiles & Handicrafts | BJP |
| 15 | Gokula Nanda Mallik (Polasara) | 1) Fisheries & Animal Resources Development 2) Micro, Small & Medium Enterprises | BJP |
| 16 | Sampad Chandra Swain (Paradeep) | 1) Industries 2) Skill Development & Technical Education | BJP |
Related: List Of Union Council Of Ministers: Name And Portfolio 2025
51. Who was the last Chief Minsiter of Odisha before Independence?
a) Harekrushna Mahatab
b) Krushna Chandra Gajapati
c) Nabakrushna Choudhury
d) Biju Patnaik
Answer
a) Harekrushna Mahatab (23 April 1946~12 May 1950)`
52. Who was the last Governor of Odisha before Independence?
a) Chandulal Madhavlal Trivedi
b) Kailash Nath Katju
c) Bhim Sen Sachar
d) P. S. Kumaraswamy Raja
Answer
a) Chandulal Madhavlal Trivedi
53. When was the Bill for renaming Orissa to Odisha passed in the Lok Sabha?
a) 9 November 2009
b) 9 November 2010
c) 9 November 2011
d) 9 November 2012
Answer
b) 9 November 2010
54. When was the Bill for renaming Orissa to Odisha passed in the Rajya Sabha?
a) 24 March 2010
b) 24 March 2011
c) 24 March 2012
d) 24 March 2013
Answer
b) 24 March 2011
55. On which river banks is Dhauli located?
a) Brahmani River
b) Mahanadi River
c) Baitarani River
d) Daya River
Answer
d) Daya River
56. When were Bihar and Orissa divisions separated from the Bengal Presidency as Bihar and Orissa Province?
a) 22 March 1910
b) 22 March 1911
c) 22 March 1912
d) 22 March 1913
Answer
c) 22 March 1912
57. When were Bihar and Orissa split into separate provinces?
a) 1 April 1933
b) 1 April 1934
c) 1 April 1935
d) 1 April 1936
Answer
d) 1 April 1936
58. When did the Orissa Famine take place?
a) 1866
b) 1896
c) 1906
d) 1966
Answer
a) 1866
59. Odisha lies between the latitude of?
a) 16.780N and 21.730N
b) 17.780N and 22.730N
c) 18.780N and 23.730N
d) 19.780N and 24.730N
Answer
b) 17.780N and 22.730N
60. Odisha lies between the longitudes of?
a) 81.37E and 87.53E
b) 82.37E and 88.53E
c) 83.37E and 89.53E
d) 84.37E and 90.53E
Answer
a) 81.37E and 87.53E
Related: Quiz On Geography Of India And The World (UPSC Syllabus)
61. What is the approximate length of the coastline of Odisha?
a) 485 Km
b) 585 Km
c) 685 Km
d) 785 Km
Answer
a) 485 Km
62. Which is the largest river in Odisha?
a) Subarnarekha River
b) Baitarani River
c) Mahanadi River
d) Brahmani River
Answer
c) Mahanadi River
63. Which is the largest lake in Odisha?
a) Kanjia Lake
b) Chilika Lake
c) Anshupa Lake
d) Tampara Lake
Answer
b) Chilika Lake
64. How many cratons does Odisha consist of?
a) One
b) Two
c) Three
d) Four
Answer
b) Two (Viz. North Odisha Craton and Western Odisha Craton)
65. When was Bhitarkanika Mangroves declared as Bhitarkanika Wildlife Sanctuary?
a) 1952
b) 1975
c) 1962
d) 1999
Answer
b) 1975
66. How many Physiographic regions is Odisha divided into?
a) 3 Regions
b) 4 Regions
c) 5 Regions
d) 6 Regions
Answer
c) 5 Regions
Viz.
1) Utkal Plains or the Coastal Plains of the East
2) The Central Plateaus
3) The Central Mountainous and Highlands Region
4) The Western Rolling Uplands
5) The Main Flood Plains
67. How many Developments Blocks are in Odisha?
a) 114 Blocks
b) 214 Blocks
c) 314 Blocks
d) 414 Blocks
Answer
c) 314 Blocks (PDF)
68. Which is the highest mountain peak in Odisha?
a) Deomali
b) Malayagiri
c) Mahendragiri
d) Singaraju
Answer
a) Deomali
69. How many rivers are included in the Hexadeltaic Region?
a) 4 Rivers
b) 5 Rivers
c) 6 Rivers
d) 7 Rivers
Answer
c) 6 Rivers
Gift of Six Rivers:
1) Mahanadi
2) Brahmani
3) Budhabalanga
4) Subarnarekha
5) Baitarani
6) Rushikuly
70. In which district is the Balasore Plain located?
a) Bhadrak District
b) Bargarh District
c) Balasore District
d) Balangir District
Answer
c) Balasore District
Related: 130 West Bengal General Knowledge MCQs For WBPSC Exam
71. How many major Flood Plains are in Odisha?
a) 5 Flood Plains
b) 7 Flood Plains
c) 9 Flood Plains
d) 11 Flood Plains
Answer
c) 9 Flood Plains
Viz.
1) Anandapur Flood Plain
2) Aska Flood Plain
3) Athagarh Flood Plain
4) Baripada Flood Plain
5) Bhuban Flood Plain
6) Malkangiri Flood Plain
7) Rayagada Flood Plain
8) Sonepur Flood Plain
9) Talcher Flood Plain
72. In which district of Odisha was the second oldest rock on the planet found?
a) Kalahandi District
b) Kendujhar District
c) Dhenkanal District
d) Rayagada District
Answer
b) Kendujhar District
73. Which River originates outside Odisha?
a) Baitarani River
b) Brahmani River
c) Budhabalanga River
d) Salandi River
Answer
b) Brahmani River
74. Which River originates inside Odisha?
a) Rushikulya River
b) Subarnarekha River
c) Mahanadi River
d) Ib River
Answer
a) Rushikulya River
75. Which River originates inside Odisha but flows through other states?
a) Nagavali River
b) Subarnarekha River
c) Budhabalanga River
d) Rushikulya River
Answer
a) Nagavali River
76. Which is the second largest river of Odisha?
a) Budhabalanga River
b) Brahmani River
c) Baitarani River
d) Subarnarekha River
Answer
b) Brahmani River
77. Which is the highest waterfall in Odisha?
a) Duduma
b) Phurlijharan
c) Barehipani
d) Khandadhar
Answer
c) Barehipani (399 m)
78. Chandikhole Spring is a tributary to which river?
a) Mahanadi
b) Brahmani
c) Indravati
d) Brahmani
Answer
a) Mahanadi
79. Which Lake is the largest Brackish Water Lagoon in the world?
a) Sara Lake
b) Kanjia lake
c) Anshupa Lake
d) Chilika Lake
Answer
d) Chilika Lake
80. Which Dam is built across the Mahanadi River?
a) Hirakud Dam
b) Indravati Dam
c) Kolab Dam
d) Mandira Dam
Answer
a) Hirakud Dam
List Of Rivers In Odisha
| No. | River | No. | River |
|---|---|---|---|
| 1 | Baitarani | 10 | Nagavali |
| 2 | Bahuda | 11 | Ong |
| 3 | Brahman | 12 | Rushikulya |
| 4 | Budhabalanga | 13 | Salandi |
| 5 | Ib | 14 | Sileru |
| 6 | Indravati | 15 | Subarnarekha |
| 7 | Kolab | 16 | Tel |
| 8 | Machkund | 17 | Subarnarekha |
| 9 | Mahanadi | 18 | Vamsadhara |
Related: GK Questions And Answer On Indian Rivers (For Competitive Exam)
81. When was the Central Rice Research Institute established?
a) 1933
b) 1944
c) 1955
d) 1966
Answer
d) 1966
82. Which is the second-highest point in Odisha after Deomali?
a) Singaraju
b) Golikoda
c) Sinkaram
d) Yendrika
Answer
c) Sinkaram (1,620 m)
83. Which district of Odisha has the most number of Wild Orchid species?
a) Mayurbhanj District
b) Sundargarh District
c) Nabarangpur District
d) Debagarh District
Answer
a) Mayurbhanj District
84. When was the Nandankanan Zoological Park established?
a) 1960
b) 1950
c) 1970
d) 1990
Answer
a) 1960 (29 December)
85. In which district is Simlipal National Park located?
a) Keonjhar District
b) Bhadrak District
c) Balasore District
d) Mayurbhanj District
Answer
d) Mayurbhanj District
86. When was Chandaka Elephant Sanctuary designated as an elephant reserve?
a) 1962
b) 1972
c) 1982
d) 1992
Answer
c) 1982
87. In which district is Bhitarkanika National Park located?
a) Kendrapara District
b) Jagatsinghpur District
c) Jajpur District
d) Balasore District
Answer
a) Kendrapara District
88. Which beach of Odisha is the world’s most important nesting beach for olive ridley sea turtles?
a) Balaramgadi Beach
b) Gahirmatha Beach
c) Gopalpur Beach
d) Puri Beach
Answer
b) Gahirmatha Beach
89. What is “Satpada” famous for?
a) Dolphin
b) White Tiger
c) Wild Orchid
d) Crocodile
Answer
a) Dolphin
90. Where is the endangered Horseshoe Crab found in Odisha?
a) Bhitarkanika Sanctuary
b) Debrigarh Sanctuary
c) Bichitrapur Sanctuary
d) Kobark Sanctuary
Answer
a) Bhitarkanika Sanctuary
List Of National Parks In Odisha
| No. | National Park | District |
|---|---|---|
| 1 | Bhitarkanika National Park | Kendrapara |
| 2 | Dasapalla Elephant Reserve | Nayagarh |
| 3 | Debrigarh Wildlife Sanctuary | Bargarh |
| 4 | Karlapat Wildlife Sanctuary | Kalahandi |
| 5 | Nandankanan Zoological Park | Khordha |
| 6 | Simlipal National Park | Mayurbhanj |
| 7 | Tikarpada Wildlife Sanctuary | Angul |
Related: Nickname Of Indian Cities (State Wise): A Complete list
91. When was Bhitarkanika National Park established?
a) 1968
b) 1978
c) 1988
d) 1998
Answer
d) 1998
92. Who is the current Chief Justice of Orissa High Court? (2025)
a) Chakradhari Sharan Singh
b) S. Muralidhar
c) Subhasis Talapatra
d) Harish Tandon
Answer
d) Harish Tandon (Since 26 Mar 2025)
93. Who is the current Chief Secretary of Odisha? (2025)
a) Anil Kumar Khachi
b) Manoj Ahuja
c) Rajendra Kumar Tiwari
d) Sukhdev Singh
Answer
b) Manoj Ahuja IAS (1990 Batch)
94. Who is the Speaker of the Odisha Legislative Assembly? (2025)
a) Surjya Narayan Patro
b) Pasang Dorjee Sona
c) Surama Padhy
d) Charan Das Mahant
Answer
c) Surama Padhy (BJP)
95. Who is the Deputy Speaker of the Odisha Legislative Assembly? (2025)
a) Ranbir Singh Gangwa
b) Rajani Kant Singh
c) Bhabani Shankar Bhoi
d) Kongkham Robindro Singh
Answer
c) Bhabani Shankar Bhoi
96. Who is the leader of the Opposition in the Odisha Legislative Assembly? (2025)
a) Shankar Oram
b) Naveen Patnaik
c) Bhabani Shankar Bhoi
d) Narasingha Mishra
Answer
b) Naveen Patnaik
97. When was the First Pre-Independent Assembly election held in Odisha?
a) 3 February 1937
b) 3 February 1939
c) 3 February 1934
d) 3 February 1935
Answer
a) 3 February 1937
98. When was the First Assembly election after the Independence held in Odisha?
a) 20 February 1952
b) 20 February 1951
c) 20 February 1950
d) 20 February 1949
Answer
a) 20 February 1952
99. In which Assembly election was Surjya Narayan Patro elected as the Speaker of the Odisha legislative assembly?
a) 2020
b) 2019
c) 2018
d) 2017
Answer
b) 2019 (Sixteenth Assembly)
100. Who was the first leader of Opposition in the Odisha Legislative Assembly after Independence?
a) Sadashiva Tripathy
b) Rajendra Narayan Singh
c) Shradhakara Supakar
d) Gangadhra Mohapatra
Answer
c) Shradhakara Supakar (Ganatantra Parisad)
Related: Quiz On Constitution Of India (Important Objective Questions)
101. Out of 147 Members in the Odisha Legislative Assembly, how many members belong to the Biju Janata Dal?
a) 51 Members
b) 57 Members
c) 61 Members
d) 67 Members
Answer
a) 51 Members
102. Out of 147 Members in the Odisha Legislative Assembly, how many members belong to the Bharatiya Janata Party?
a) 69 Members
b) 79 Members
c) 89 Members
d) 92 Members
Answer
b) 79 Members
Current Assembly Members
Bharatiya Janata Party: 79
Biju Janata Dal: 51
Indian National Congress: 14
Communist Party of India (Marxist): 1
Independent: 2
Total: 147
103. How many Assembly Constituencies are in Odisha?
a) 117 Constituencies
b) 127 Constituencies
c) 137 Constituencies
d) 147 Constituencies
Answer
d) 147 Constituencies (Link)
104. Which District of Odisha has the highest number of constituencies?
a) Ganjam District
b) Mayurbhanj District
c) Cuttack District
d) Khordha District
Answer
a) Ganjam District (13 Constituencies)
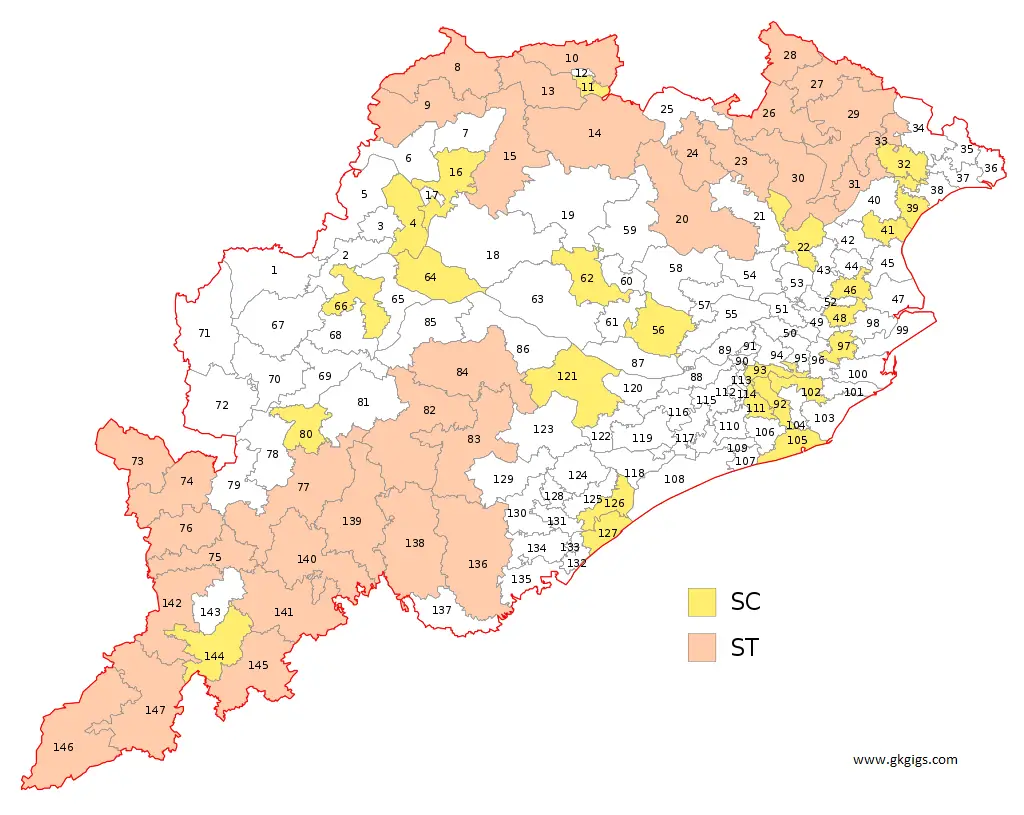
105. Which of the following constituency is a non ST Reservation in the Odisha Legislative Assembly?
a) Rayagada
b) Bonai
c) Pipili
d) Sundargarh
Answer
d) Pipili (Puri District)
# No. 110 in the below Map
106. How many Lok Sabha Constituencies are in Odisha?
a) 29 Constituencies
b) 39 Constituencies
c) 49 Constituencies
d) 59 Constituencies
Answer
b) 39 Constituencies
107. When was the Odisha High Court established?
a) 26 July 1942
b) 26 July 1944
c) 26 July 1948
d) 26 July 1952
Answer
c) 26 July 1948
108. Who was the Chief Justice of the Odisha High Court before Justice Harish Tandon?
a) Chakradhari Sharan Singh
b) Vineet Saran
c) Mohammad Rafiq
d) Kalpesh Satyendra Jhaveri
Answer
a) Chakradhari Sharan Singh
109. Who was the first Chief justice of Orissa High Court?
a) Bira Kishore Ray
b) B. Jagannadha Das
c) Khaleel Ahmed
d) Lingaraj Panigrahi
Answer
a) Bira Kishore Ray
110. What is the sanctioned Judge strength of Orissa High Court?
a) 19 Judges
b) 24 Judges
c) 27 Judges
d) 33 Judges
Answer
d) 33 Judges (Increased to 33 from 27 by the notification dated 2nd February 2022)
Related: Static General Knowledge About India With 30+ Topics (2025)
111. How many districts are the 3 Divisions of Odisha divided?
a) 10+10+10
b) 10+9+11
c) 9+9+12
d) 8+8+14
Answer
a) 10+10+10 (10 Districts each Division)
112. How many Sub-Divisions are in Odisha?
a) 58 Sub-Divisions
b) 317 Sub-Divisions
c) 314 Sub-Divisions
d) 98 Sub-Divisions
Answer
a) 58 Sub-Divisions
113. How many Municipal Corporations are in Odisha?
a) 3 Municipal Corporations
b) 4 Municipal Corporations
c) 5 Municipal Corporations
d) 7 Municipal Corporations
Answer
c) 5 Municipal Corporations
Viz.
1) Bhubaneswar
2) Cuttack
3) Berhampur
4) Sambalpur
5) Rourkela
114. How many Municipal Councils are in Odisha?
a) 28 Municipal Councils
b) 38 Municipal Councils
c) 48 Municipal Councils
d) 58 Municipal Councils
Answer
c) 48 Municipal Councils
115. How many Urban Local Bodies (ULBs) are in Odisha?
a) 114 ULBs
b) 124 ULBs
c) 134 ULBs
d) 144 ULBs
Answer
a) 114 ULBs
Viz.
1) Municipal corporations (5)
2) Municipalities (48)
3) Notified Area Councils (61)
116. Which is the second-largest city after Bhubaneswar?
a) Rourkela
b) Sambalpur
c) Brahmapur
d) Cuttack
Answer
d) Cuttack (192.5 km2)
117. When was Mahanadi Coalfields Limited founded?
a) 1972
b) 1982
c) 1992
d) 1998
Answer
c) 1992
118. Which steel plant in Odisha was the first integrated steel plant in the public sector in India?
a) Tata Steel Limited
b) JSW Steel
c) Steel Industries Of Orissa
d) Rourkela Steel Plant
Answer
d) Rourkela Steel Plant
119. When was Rourkela Steel Plant founded?
a) 1951
b) 1955
c) 1962
d) 1968
Answer
b) 1955
120. In which district is Bandhabahal, a small town located?
a) Sambalpur District
b) Keonjhar District
c) Sundargarh District
d) Jharsuguda District
Answer
d) Jharsuguda District
Related: List Of Indian State Foundation Day With GK Questions
121. How many open-cast mines does Mahanadi Coalfields Limited have?
a) Seven
b) Nine
c) Three
d) Six
Answer
a) Seven
122. What is the IATA of Biju Patnaik Airport?
a) BPI
b) BPA
c) BBI
d) VEBS
Answer
c) BBI
123. When was Biju Patnaik Airport opened to the public?
a) 1962
b) 1952
c) 1942
d) 1972
Answer
a) 1962
124. What is the other name of Veer Surendra Sai Airport?
a) Hirakud Airport
b) Savitri Jindal Airport
c) Jeypore Airport
d) Jharsuguda Airport
Answer
d) Jharsuguda Airport
125. What is the IATA of Veer Surendra Sai Airport?
a) JRG
b) VSS
c) VSR
d) JSA
Answer
a) JRG
126. In which district is Dhamra Port located?
a) Puri District
b) Bhadrak District
c) Balasore District
d) Kendrapara District
Answer
b) Bhadrak District
127. When was Paradip Port Trust opened?
a) 1956
b) 1966
c) 1976
d) 1986
Answer
b) 1966
128. In which district is Paradip Port located?
a) Balasore District
b) Khordha District
c) Kendrapara District
d) Jagatsinghpur District
Answer
d) Jagatsinghpur District
129. In which district is the coastal town of “Gopalpur” located?
a) Ganjam District
b) Gajapati District
c) Khordha District
d) Jagatsinghpur District
Answer
a) Ganjam District
130. When was Khurda Road Junction Railway Station opened to the public?
a) 1877
b) 1887
c) 1897
d) 1907
Answer
c) 1897
Related: GK On Major Ports In India:100+ Short Questions For UPSC
131. When did the East Coast Railway (ECoR) start its operation?
a) 2000
b) 2001
c) 2002
d) 2003
Answer
d) 2003
132. Where is the Headquarters of East Coast Railway (ECoR)?
a) Rourkela
b) Cuttack
c) Bhubaneswar
d) Sambalpur
Answer
c) Bhubaneswar
133. What is the percentage of the population of Odisha from 2001 to 2011?
a) +1.52%
b) +1.32%
c) -1.52%
d) -1.32%
Answer
b) +1.32%
134. Which religion is a majority in Odisha?
a) Hinduism
b) Christianity
c) Islam
d) Sikhism
Answer
a) Hinduism (93.63%)
135. Which religion is the second-most majority in Odisha?
a) Islam
b) Sikhism
c) Buddhism
d) Christianity
Answer
d) Christianity (2.77%)
136. What is the official language of Odisha?
a) English
b) Hindi
c) Bengali
d) Odia
Answer
d) Odia
137. When was the Odisha Sahitya Academy Award introduced?
a) 1957
b) 1963
c) 1967
d) 1973
Answer
a) 1957
138. When was IIT Bhubaneswar established?
a) 2007
b) 2008
c) 2009
d) 2010
Answer
b) 2008
139. When was the Institutes of Technology (Amendment) Act passed in the Lok Sabha?
a) 24 March 2007
b) 24 March 2009
c) 24 March 2010
d) 24 March 2011
Answer
d) 24 March 2011
140. When was the Institutes of Technology (Amendment) Act passed in the Rajya Sabha?
a) 30 April 2011
b) 30 April 2012
c) 30 April 2013
d) 30 April 2014
Answer
b) 30 April 2012
Related: 100+ Indian Constitution GK Questions And Answers
141. When was the National Institute of Technology Rourkela established?
a) 15 August 1960
b) 15 August 1961
c) 15 August 1962
d) 15 August 1963
Answer
b) 15 August 1961
142. When was the Indian Institute of Management Sambalpur established?
a) 2013
b) 2014
c) 2015
d) 2016
Answer
c) 2015
143. When was the National Institute of Science Education and Research (NISER) established?
a) 2005
b) 2006
c) 2007
d) 2008
Answer
b) 2006
144. What is the Motto of the National Institute of Science Education and Research?
a) Knowledge Imparts Immortality
b) Knowledge Is The Supreme Power
c) Hard Work And Consistent Efforts
d) Charioteer Of Science
Answer
a) Knowledge Imparts Immortality
145. In which district is the Konark Sun Temple located?
a) Nayagarh District
b) Puri District
c) Khordha District
d) Cuttack District
Answer
b) Puri
Related: 100 ISRO Quiz Questions And Answers (It’s A Game-Changer)
146. Konark Sun Temple is attributed to which King?
a) Narasimhadeva II
b) Narasimhadeva I
c) Bhanu Deva I
d) Ananga Bhima Deva III
Answer
b) Narasimhadeva I
147. In which district is Nilagiri Town located?
a) Balasore District
b) Bhadrak District
c) Mayurbhanj District
d) Dhenkanal District
Answer
a) Balasore District
148. When was the Indian Institute of Science Education and Research (IISER) established?
a) 2014
b) 2015
c) 2016
d) 2009
Answer
c) 2016
149. What is the Motto of the Central University of Odisha (CUO)?
a) No Substitute For Hard Work
b) True Knowledge Liberates
c) CUO For Excellence
d) CUO For Nation Building
Answer
d) CUO For Nation Building
150. When was the Central University of Odisha (CUO) established?
a) 2006
b) 2007
c) 2008
d) 2009
Answer
d) 2009
Related: List Of NITs And IITs And Their Mottos (State Wise)
151. What is the largest thing in Jagannath Temple that is the largest in the world located in Puri?
a) Kitchen
b) Festival
c) Ratha Yatra
d) Statue
Answer
a) Kitchen
152. In which stadium was the 2018 Men’s Hockey World Cup held in Odisha?
a) Biju Patnaik Hockey Stadium
b) Kalinga Stadium
c) Ispat Stadium
d) Birsa Munda International Hockey Stadium
Answer
b) Kalinga Stadium
153. When was Angul Stadium established?
a) 1997
b) 1998
c) 1999
d) 2000
Answer
c) 1999
154. When was the Ispat Stadium located in Rourkela opened for the public?
a) 1939
b) 1949
c) 1959
d) 1969
Answer
d) 1969
155. When was the Biju Patnaik Hockey Stadium opened to the public?
a) 1990
b) 2000
c) 2005
d) 2010
Answer
d) 2010
156. Who laid the foundation of Kalinga Stadium?
a) Janaki Ballabh Patnaik
b) Naveen Patnaik
c) Biju Patnaik
d) Hemananda Biswal
Answer
c) Biju Patnaik
157. When was the Kalinga Stadium opened to the public?
a) 1978
b) 1988
c) 1998
d) 1999
Answer
a) 1978
158. Which city in India is called the Sports Capital of India?
a) Bhubaneshwar
b) Cuttack
c) Puri
d) Rourkela
Answer
a) Bhubaneshwar
159. Where is the hill station Daringbadi located?
a) Bargarh District
b) Nayagarh District
c) Boudh District
d) Kandhamal District
Answer
d) Kandhamal District
160. What is the elevation of Daringbadi?
a) 715 m
b) 815 m
c) 915 m
d) 1015 m
Answer
c) 915 m
Related: List Of All Commercial Airports In India (2025 Updated)
161. Which hill station of Odisha is known as Kashmir of Odisha?
a) Mahendragiri
b) Daringbadi
c) Mānkarnācha Peak
d) Deomali Peak
Answer
b) Daringbadi
162. Across which river is Hirakud Dam built?
a) Mahanadi River
b) Baitarani River
c) Brahmani River
d) Subarnarekha River
Answer
a) Mahanadi River
163. When was the construction of the Hirakud Dam completed?
a) 1947
b) 1957
c) 1967
d) 1977
Answer
b) 1957 (it was constructed in 1947)
164. Which Wildlife Sanctuary is located near Hirakud Dam?
a) Bhitarkanika National Park
b) Karlapat Wild Life Sanctuary
c) Tikarpada Wildlife Sanctuary
d) Debrigarh Wildlife Sanctuary
Answer
d) Debrigarh Wildlife Sanctuary
165. In which district is Kendujhar located?
a) Sundargarh District
b) Mayurbhanj District
c) Keonjhar District
d) Deogarh District
Answer
c) Keonjhar District
166. Who was the first person from Odisha to receive Bharat Ratna Award?
a) V. V. Giri
b) Biju Patnaik
c) Madhusudan Das
d) Harekrushna Mahatab
Answer
a) V. V. Giri
167. Which sprinter from Odisha qualified for Tokyo Olympics in 100m and 200m events?
a) Jayanti Behera
b) Dutee Chand
c) Banoo Gulzar
d) Hima Das
Answer
b) Dutee Chand
168. When did V. V. Giri receive the Bharat Ratna Award?
a) 1966
b) 1971
c) 1975
d) 1976
Answer
c) 1975
169. Guru Gopal Chandra Panda is associated with which of the following?
a) Music
b) Literature
c) Craft
d) Cinema
Answer
a) Music
170. Who was the first person from Odisha to receive the Sangeet Natak Akademi Award?
a) Sachidananda Das
b) Dhaneswar Swain
c) Banamali Maharana
d) Mahadeba Rout
Answer
c) Banamali Maharana (2004)
Related: Important Dams of Odisha
171. Which Dam of Odisha began its construction during the Independence Year of India in 1947?
a) Kalakala Dam
b) Bhetabar Dam
c) Bhanjanagar Dam
d) Hirakud Dam
Answer
d) Hirakud Dam
172. When did Guru Dhaneswar Swain win the Sangeet Natak Akademi Award?
a) 2010
b) 2011
c) 2012
d) 2013
Answer
d) 2013
173. When was Odisha Food Security Scheme (OFSS) Scheme launched?
a) 2015
b) 2016
c) 2017
d) 2018
Answer
d) 2018
174. When was Matsyajibi Unnayana Yojana Scheme launched?
a) 2002
b) 2003
c) 2004
d) 2006
Answer
b) 2003
175. Which is the oldest University in Odisha?
a) Utkal University
b) Central University Of Odisha
c) Sambalpur University
d) Maharaja Sriram Chandra Bhanja Deo University
Answer
a) Utkal University (1943)
176. Who was awarded India’s fourth-highest civilian honor “Padmashree Award”?
a) Binod Kanungo
b) Prana Krushna Parija
c) Gokulananda Mohapatra
d) Nikhilanand Panigrahy
Answer
a) Binod Kanungo
177. When was Odisha Bigyan Academy established?
a) 1971
b) 1981
c) 1991
d) 2001
Answer
b) 1981
178. Who was the first recipient of the Biju Patnaik Award for Scientific Excellence?
a) Dipika Mohanty
b) Jananadeva Maharana
c) Lalit Mohan Patanaik
d) Kulamani Parida
Answer
a) Dipika Mohanty (2006)
179. Who wrote the popular book “Sampratikatara Anuchintare Bigyan O Baigyanik”?
a) Bibhuprasad Mohapatra
b) Gokulananda Mohapatra
c) Nikhilanand Panigrahy
d) Ramesh Chandra Parida
Answer
c) Nikhilanand Panigrahy
180. Which is the Oldest School in Odisha?
a) Puri Zilla School
b) St Anne’s Convent School
c) Ravenshaw Collegiate School
d) Vignan Vidyalaya
Answer
c) Ravenshaw Collegiate School (1851)
Related: Top 10 Oldest Schools In India (First School In 1715)
181. Who was the first President of Odisha Bigyan Academy?
a) Balabhadra Prasad
b) P. K. Jena
c) Tribrikram Pati
d) Siba Prasad Misra
Answer
a) Balabhadra Prasad
182. When did the Government of Odisha declare filmmaking and construction of cinema theatres as an industry in the state?
a) 1970
b) 1972
c) 1974
d) 1976
Answer
c) 1974
183. When was Odisha Film Development Corporation formed?
a) 1972
b) 1974
c) 1976
d) 1978
Answer
c) 1976
184. Who was the first person from Odisha to receive the Padma Bhushan award?
a) Radhanath Rath
b) Nilakantha Das
c) Mahadeva Iyer Ganapati
d) Prana Krushna Parija
Answer
c) Mahadeva Iyer Ganapati (1954)
185. What was Odisha called in ancient times?
a) Kalinga
b) Konkan
c) Kurukshetra
d) Utsaha
Answer
a) Kalinga
186. When did the Kalinga War end?
a) 261 BCE
b) 271 BCE
c) 281 BCE
d) 291 BCE
Answer
a) 261 BCE
187. When was the Jagannath Temple completed?
a) 1171 CE
b) 1161 CE
c) 1151 CE
d) 1141 CE
Answer
b) 1161 CE
188. Which poet is known as Kabi Samrata?
a) Braja Mohan Panda
b) Upendra Bhanja
c) Baladev Ratha
d) Jagannatha Dasa
Answer
b) Upendra Bhanja
189. Who wrote the book Gita Govinda?
a) Jayadeva
b) Achyutananda
c) Haldhar Nag
d) Jayadeva
Answer
a) Jayadeva
190. When was the Konark Sun Temple included in the UNESCO World Heritage Site?
a) 1974
b) 1976
c) 1980
d) 1984
Answer
d) 1984
Related: General Knowledge On Assam: 150+ Questions And Answers
191. What was the capital of Odisha before Bhubaneswar?
a) Brahmapur
b) Sambalpur
c) Rourkela
d) Cuttack
Answer
d) Cuttack
192. Who constructed the Konark Sun Temple?
a) Harekrushna Deva
b) Mukunda Deva I
c) Narasingha Deva I
d) Balabhadra Deva
Answer
c) Narasingha Deva I
193. When was the first Oriya Magazine NANARUNA published?
a) 1849
b) 1822
c) 1811
d) 1809
Answer
a) 1849
194. Which Dynasty is believed to have built the Lingaraja Temple?
a) Kalinga Dynasty
b) Nanda Dynasty
c) Somavamsi Dynasty
d) Naga Dynasty
Answer
c) Somavamsi Dynasty
195. Who was the first recipient from Odisha to receive the Jnanpith Award for the Oriya Language?
a) Pratibha Ray
b) Gopinath Mohanty
c) Sitakant Mahapatra
d) Sachidananda Routray
Answer
b) Gopinath Mohanty (1973)
196. Who received the Jnanpith Award for the Oriya Language from Odisha in 2011?
a) Pratibha Ray
b) Gopinath Mohanty
c) Sitakant Mahapatra
d) Bishnu Dey
Answer
a) Pratibha Ray
197. Which was the first Odia newspaper?
a) Utkala Deepika
b) Dainika Asha
c) The Samaja
d) Kujibar Patra
Answer
a) Utkala Deepika
198. Who is credited as the creator of the Dhumpa Sangita?
a) Upendra Bhanja
b) Baladeba Ratha
c) Balabhadra Bhanja
d) Balarama Dasa
Answer
b) Baladeba Ratha
199. When was Utkala Deepika Odia Newspaper started?
a) 1836
b) 1846
c) 1856
d) 1866
Answer
d) 1866
200. Where was the first Oriya Magazine “Bodha Dayini” published?
a) Balasore
b) Cuttack
c) Bhubaneswar
d) Konark
Answer
a) Balasore
Related: 270+ Karnataka General knowledge Questions and Answers
201. When was the first Oriya movie “Sita Bibaha” released?
a) 1935
b) 1396
c) 1937
d) 1939
Answer
b) 1396
202. Who was the Editor of Utkal Deepika, the first Odia Newspaper?
a) Radhanath Ray
b) Gourishankar Ray
c) Fakir Mohan Senapati
d) Madhusudan Rao
Answer
b) Gourishankar Ray (and Babu Bichitrananda Das)
203. When is Odia Journalism Day celebrated?
a) 4th July
b) 4th August
c) 4th September
d) 4th October
Answer
b) 4th August
204. When did the Sambalpur District amalgamate with Odisha?
a) 1905
b) 1915
c) 1927
d) 1947
Answer
a) 1905
205. When was the capital of Odisha shifted from Cuttack to Bhubaneswar?
a) 1947
b) 1948
c) 1949
d) 1950
Answer
c) 1949
206. When did Kalapahad invade Odisha?
a) 1548
b) 1558
c) 1568
d) 1578
Answer
c) 1568
207. When was Orissa battered by a Super Cyclonic Storm?
a) 29 October 1996
b) 29 October 1997
c) 29 October 1998
d) 29 October 1999
Answer
d) 29 October 1999
208. When was the Chilika Lake designated as the “First Indian Wetland of International Importance” under the Ramsar Convention?
a) 1980
b) 1981
c) 1983
d) 1986
Answer
b) 1981
209. who wrote “Bande Utkala Janani”, Odisha Anthem?
a) Laxminarayan Sahu
b) Radha Mohan Gadanayak
c) Godabarish Mohapatra
d) Laxmikanta Mohapatra
Answer
d) Laxmikanta Mohapatra
210. When did Odisha Cabinet accord the poem “Bande Utkala Janani” as the state anthem status?
a) 7 June 2018
b) 7 June 2019
c) 7 June 2020
d) 7 June 2021
Answer
c) 7 June 2020
Related: Sikkim GK 2025: Latest Multiple Choice Questions
211. Where is the hot water spring “Atri” located?
a) Dhenkanal District
b) Khordha District
c) Koraput District
d) Jagatsinghpur District
Answer
b) Khurda District
212. Who was the first composer of Odia Mahabharata?
a) Surdamuni Sarala Das
b) Madhusudan Das
c) Annada Shankar Ray
d) Kalindi Charan Panigrahi
Answer
a) Surdamuni Sarala Das
213. When was Odia Language recognized as one of the Classical Languages of India?
a) 2013
b) 2014
c) 2015
d) 2016
Answer
b) 2014
214. Odia is the second official language of which Indian State?
a) Jharkhand
b) West Bengal
c) Andhra Pradesh
d) Telangana
Answer
a) Jharkhand
215. Where was the first session of the Utkal Union Conference held?
a) Sambalpur
b) Rourkela
c) Cuttack
d) Bhubaneswar
Answer
c) Cuttack (1903)
216. Who was given the title “Jewel of Orissa”?
a) Ghanshyam Panigrahi
b) Krushna Chandra Gajapati
c) Subhas Chandra Bose
d) Utkalmani Gopabandhu Das
Answer
d) Utkalmani Gopabandhu Das
217. Gopinath Mohanty was the winner of the Sahitya Akademi Award in 1955 for which novel?
a) Dadi Budha
b) Amrutara Santana
c) Yuddh O Shanti
d) Paraja
Answer
b) Amrutara Santana
218. When is Panchayati Raj Diwas celebrated in Odisha?
a) 5th March
b) 5th April
c) 5th May
d) 5th June
Answer
a) 5th March
219. Where is the Central Rice Research Institute located?
a) Jharsuguda
b) Cuttack
c) Bhadrak
d) Talcher
Answer
b) Cuttack
220. When did Bhitarkanika National Park obtain the status of a Ramsar site?
a) 2002
b) 2004
c) 2006
d) 2009
Answer
a) 2002
Related: GK Questions And Answers On Indian Newspapers (One Word)
221. Which city of Odisha is known as the Silk City of Odisha?
a) Baripada
b) Berhampur
c) Sambalpur
d) Jatni
Answer
b) Berhampur
222. Which is the most populous district of Odisha?
a) Mayurbhanj District
b) Baleshwar District
c) Cuttack District
d) Ganjam District
Answer
d) Ganjam District
223. Which is the least populous district of Odisha?
a) Kandhamal District
b) Sambalpur District
c) Jharsuguda District
d) Debagarh District
Answer
d) Debagarh District
224. When did the GI Registry of India grant Odisha the GI status for Odisha Rasagola?
a) 2019
b) 2018
c) 2017
d) 2016
Answer
a) 2019
225. Who laid the first foundation batch of concrete for Hirakud Dam on 12 April 1948?
a) Jawaharlal Nehru
b) Indira Gandhi
c) Rajiv Gandhi
d) Manmohan Singh
Answer
a) Jawaharlal Nehru
226. Which is the first English daily newspaper published in Odisha?
a) The New Orissa
b) Orissa Times
c) Orissa Observer
d) The Times of Orissa
Answer
a) The New Orissa
227. Which river flows across the Rengali Dam?
a) Brahmani River
b) Mahanadi River
c) Sankha River
d) Baitarani River
Answer
a) Brahmani River
228. When was Rengali Dam opened?
a) 1965
b) 1975
c) 1985
d) 1995
Answer
b) 1975
229. In which district is Mandira Dam located?
a) Sundargarh District
b) Keonjhar District
c) Deogarh District
d) Jharsuguda District
Answer
a) Sundergarh District
230. In which district is Patora Dam constructed?
a) Koraput District
b) Rayagada District
c) Bolangir District
d) Nuapada District
Answer
d) Nuapada District
Dams and Rivers In Odisha
| No. | Dams | Rivers |
|---|---|---|
| 1 | Baghalati Dam | Bahuda River |
| 2 | Baghua Dam | Baghua River |
| 3 | Balimela Dam | Sileru River |
| 4 | Bankabal Dam | Bankabal River |
| 5 | Hirakud Dam | Mahanadi River |
| 6 | Jalaput Dam | Godavari River |
| 7 | Kanupur Dam | Baitarani River |
| 8 | Mandira Dam | Sankh River |
| 9 | Patora Dam | Jonk River |
| 10 | Rengali Dam | Brahmani River |
Related: 250+ Maharashtra General Knowledge Multiple Choice Questions
231. In which district is Anshupa Lake located?
a) Cuttack District
b) Gajapati District
c) Angul District
d) Boudh District
Answer
a) Cuttack District
232. Kanjia Lake is a part of which National Park?
a) Bhitarkanika National Park
b) Nandankanan Zoological Park
c) Simlipal National Park
d) Karlapat Wild Life Sanctuary
Answer
b) Nandankanan Zoological Park
233. Which Cyclone hit Odisha in 2019?
a) Cyclone Fani
b) Cyclone Amphan
c) Cyclone Phailin
d) Cyclone Titli
Answer
a) Cyclone Fani
234. When did Cyclone Titli hit Odisha?
a) 2016
b) 2017
c) 2018
d) 2019
Answer
c) 2018
235. Which Cyclone hit Odisha in 2021?
a) Cyclone Phailin
b) Cyclone Fani
c) Cyclone Amphan
d) Cyclone Yaas
Answer
d) Cyclone Yaas
Cyclones That Hit Odisha
| No. | Cyclone Name | Year |
|---|---|---|
| 1 | Cyclonic Storm Four | 1970 |
| 2 | 1971 Odisha Cyclone | 1971 |
| 3 | Cyclonic Storm 03B | 1981 |
| 4 | Cyclonic Storm BOB 02 | 1982 |
| 5 | Cyclonic Storm 02B | 1984 |
| 6 | Cyclonic Storm BOB 04 | 1985 |
| 7 | Cyclonic Storm 02B | 1986 |
| 8 | Cyclonic Storm BOB 01 | 1989 |
| 9 | Deep Depression BOB 07/03B | 1990 |
| 10 | Depression BOB 04 | 1991 |
| 11 | Deep Depression BOB 02 | 1992 |
| 12 | Cyclonic Storm BOB 06 | 1992 |
| 13 | Cyclonic Storm BOB 07 | 1997 |
| 14 | Cyclonic Storm BOB 06 | 1998 |
| 15 | Cyclonic Storm BOB 05/06 | 1999 |
| 16 | Cyclone Pyarr | 2005 |
| 17 | Cyclone Bijli | 2009 |
| 18 | Cyclone Phailin | 2013 |
| 19 | Cyclone Hudhud | 2014 |
| 20 | Cyclonic Storm Roanu | 2016 |
| 21 | Depression BOB 03/04/05/06/08 Land Depression 02 | 2017 |
| 22 | Cyclone Daye Cyclone Titli | 2018 |
| 23 | Cyclone Fani | 2019 |
| 24 | Cyclone Amphan | 2020 |
| 25 | Cyclone Yaas | 2021 |
236. When does the rainy season start in Odisha?
a) June to August
b) July to October
c) March to July
d) August and September
Answer
b) July to October
237. What is the other name of Duduma Waterfall?
a) Vizagapatam
b) Matsya Tirtha
c) Nohsngithiang
d) Machhakund
Answer
b) Matsya Tirtha
238. In which district is Khandadhar Falls located?
a) Bolangir District
b) Bargarh District
c) Jharsuguda District
d) Sundargarh District
Answer
d) Sundargarh District
239. Which is the highest Waterfall in Odisha?
a) Joranda Falls
b) Barehipani Falls
c) Duduma Falls
d) Khandadhar Falls
Answer
b) Barehipani Falls (399m)
240. Which is the second-highest Waterfall in Odisha?
a) Khandadhar Falls
b) Koilighugar Falls
c) Duduma Falls
d) Joranda Falls
Answer
a) Khandadhar Falls (244m)
List Of Waterfalls In Odisha
| No. | Waterfall | Height |
|---|---|---|
| 1 | Barehipani Falls | 399 m |
| 2 | Khandadhar Falls | 244 m |
| 3 | Joranda Falls | 181 m |
| 4 | Duduma Falls | 157 m |
| 5 | Khandadhar Falls (Kendujhar) | 152 m |
| 6 | Koilighugar Waterfall | 61 m |
| 7 | Badaghagara Waterfall | 60 m |
| 8 | Sanaghagara Waterfall | 30.5 m |
| 9 | Phurlijharan | 15 m |
Related: 160+ Meghalaya GK Multiple Choice Questions For MPSC (2025)
241. Which district of Odisha has the highest Mustard production?
a) Bargarh District
b) Angul District
c) Balasore District
d) Ganjam District
Answer
c) Balasore District
242. When was the State Potato Mission of Odisha launched?
a) 2011-12
b) 2013-14
c) 2015-16
d) 2017-18
Answer
c) 2015-16
243. When was the Agricultural Promotion and Investment Corporation of Odisha Limited (APICOL) founded?
a) 1994
b) 1996
c) 1999
d) 2003
Answer
b) 1996
244. When was Chilika Development Authority created?
a) 1989
b) 1990
c) 1991
d) 1993
Answer
c) 1991
245. Which state is the largest producer of Stainless steel in India?
a) Odisha
b) Goa
c) Gujarat
d) Andhra Pradesh
Answer
a) Odisha
246. Which district of Odisha is the main source of Tin Ore?
a) Bhadrak District
b) Malkangiri District
c) Nuapada District
d) Gajapati District
Answer
b) Malkangiri District
247. When was the National Aluminium Company Limited (NALCO) of Odisha incorporated?
a) 1961
b) 1971
c) 1981
d) 1991
Answer
c) 1981
248. Which is the first paper mill of Odisha?
a) Mamata Paper Mills
b) Meghasanee Paper Mills
c) Orient Paper Mills
d) Emami Paper Mills
Answer
c) Orient Paper Mills
249. When was Odisha Industrial Infrastructure Development Corporation (IDCO) founded?
a) 1951
b) 1971
c) 1981
d) 1991
Answer
c) 1981
250. Where is Biraja Kshetra located?
a) Deogarh District
b) Jajpur District
c) Boudh District
d) Nuapada District
Answer
b) Jajpur District
Related: 100+ General Knowledge Questions On Northeast India
251. When was Odisha Public Service Commission introduced?
a) 1947
b) 1949
c) 1953
d) 1957
Answer
b) 1949
252. Sambalpur is the headquarter of which division?
a) Northern Revenue Division
b) Central Revenue Division
c) Southern Revenue Division
d) None of the above
Answer
a) Northern Revenue Division
253. Which authority introduced the Biju Patnaik Bravery Award?
a) Department of Civil Defence of Odisha
b) Department of General Administration & Public Grievance
c) Department of Art and Culture of Odisha
d) Department of Sports and Youth Services of Odisha
Answer
d) Department of Sports and Youth Services of Odisha
254. Who presented the Annual Budget for 2020-21 in the Odisha Legislative Assembly?
a) Niranjan Pujari
b) Naveen Patnaik
c) Sudam Marndi
d) Ashok Chandra Panda
Answer
a) Niranjan Pujari (Finance Minister)
255. Which state is north of Odisha?
a) Assam
b) Chattisgarh
c) Jharkhand
d) Uttar Pradesh
Answer
c) Jharkhand
256. Which city of Odisha is known as the “Temple City of Odisha”?
a) Bhubaneshwar
b) Puri
c) Cuttack
d) Sambalpur
Answer
a) Bhubaneshwar
257. What is the approximate area of Bhubaneswar?
a) 122 km²
b) 222 km²
c) 322 km²
d) 422 km²
Answer
d) 422 km²
258. Who was the first Independent Chief Minister of Odisha?
a) Nandini Satpathy
b) Bishwanath Das
c) Rajendra Narayan Singh Deo
d) Nilamani Routray
Answer
b) Bishwanath Das (3 April 1971-14 June 1972)
259. Which is the second smallest district after Jharsuguda?
a) Subarnapur
b) Khordha
c) Jajpur
d) Bhadrak
Answer
a) Subarnapur (2337 Km2)
260. Putudi Waterfall is a tributary to which river?
a) Baitarani
b) Mahanadi
c) Brahmani
d) Indravati
Answer
b) Mahanadi
List Of Springs In Odisha
| No. | Name of Spring | Location |
|---|---|---|
| 1 | Barunei | Khurda |
| 2 | Chandikhole | Chandikhole |
| 3 | Gosinga Jhar | Kantilo |
| 4 | Harishankar | Bolangir |
| 5 | Jharbada | Malaygiri |
| 6 | Khandadhar | Bonei |
| 7 | Koiliharan | Jharsuguda |
| 8 | Narayani | Puri |
| 9 | Nirmal Jhar | Khalikot |
| 10 | Nurshingh Nath | Balangir |
| 11 | Phurligharan | Bhawanipatna |
| 12 | Pradhanpat | Deogarh |
Related: Rajasthan GK Questions In English- 200+ Important MCQs
261. How many MLAs are in the Governments of Odisha?
a) 127 MLAs
b) 137 MLAs
c) 147 MLAs
d) 157 MLAs
Answer
c) 147 MLAs
262. Which constituency has no reservations?
a) Padampur
b) Sundargarh
c) Bonai
d) Keonjhar
Answer
a) Padampur (other 3 options have ST reservation)
263. What is the Etymology of the word “Konark”?
a) Kona (Temple) and Arka (The Sun)
b) Kona (Holy) and Arka (The Sun)
c) Kona (Angle) and Arka (The Sun)
d) Kona (Wheel) and Arka (The Sun)
Answer
c) Kona (Angle) and Arka (The Sun)
264. When was the All India Institute of Medical Sciences, Bhubaneswar established?
a) 2009
b) 2010
c) 2011
d) 2012
Answer
d) 2012
265. When was Mahadeva Iyer Ganapati awarded the Padma Bhushan Award by the Indian Government?
a) 1954
b) 1956
c) 1964
d) 1966
Answer
a) 1954
266. Who is the first Lokayukta of Odisha?
a) Justice Ajit Singh
b) Justice Rajesh H Shukla
c) Justice Shyam Kishore Sharma
d) Justice Uma Nath Singh
Answer
a) Justice Ajit Singh
Full-Form Related To Odisha
| No. | Acronym | Full-Form |
|---|---|---|
| 1 | BDA | Bhubaneswar Development Authority |
| 2 | BMC | Bhubaneswar Municipal Corporation |
| 3 | BSCL | Bhubaneswar Smart City Limited |
| 4 | CRRI | Central Rice Research Institute |
| 5 | DIPP | Department of Industrial Policy & Promotion |
| 6 | DPCL | Dhamra Port Company Limited |
| 7 | ECoR | East Coast Railway |
| 8 | Gridco | Grid Corporation of Odisha |
| 9 | IIHT | Indian Institutes of Handloom Technology |
| 10 | IITTM | Indian Institute of Tourism and Travel Management |
| 11 | KSSY | Kalinga Sikhya Sathi Yojana |
| 12 | MCL | Mahanadi Coalfields Limited |
| 13 | NISER | National Institute of Science Education and Research |
| 14 | NISWASS | National Institute of Social Work and Social Science |
| 15 | OFSS | Odisha Food Security Scheme |
| 16 | OHPC | Odisha Hydro Power Corporation |
| 17 | OJEE | Odisha Joint Entrance Examination |
| 18 | OPGC | Odisha Power Generation Corporation |
| 19 | OSRTC | Odisha State Road Transport Corporation |
| 20 | PPT | Paradip Port Trust |
| 21 | RDC | Revenue Divisional Commissioner |
| 22 | RSP | Rourkela Steel Plant |
| 23 | SCTE&VT | State Council for Technical Education & Vocational Training |
| 24 | ULBs | Urban Local Bodies |
| 25 | VIMSAR | Veer Surendra Sai Institute of Medical Sciences and Research |
267. How many recipients received the Padma Bhushan Award 2022 from Odisha?
a) 1 Recipient
b) 2 Recipients
c) 3 Recipients
d) 4 Recipients
Answer
a) 1 Recipient (Pratibha Ray (Literature and Education))
268. How many recipients received the Padma Shri Award 2022 from Odisha?
a) 4 Recipients
b) 5 Recipients
c) 6 Recipients
d) 7 Recipients
Answer
b) 5 Recipients
Recipients:
1) Srimad Baba Balia (Social Work)
2) Pramod Bhagat (Sports)
3) Aditya Prasad Dash (Science and Engineering)
4) Shyamamani Devi (Art)
5) Narasingha Prasad Guru (Literature and Education)
269. Who was the first recipient of the Padma Vibhushan Award from Odisha?
a) Raghunath Mohapatra
b) Kelucharan Mohapatra
c) Sitakant Mahapatra
d) Sudarshan Sahoo
Answer
b) Kelucharan Mohapatra (Arts) in 2000
270. Who was the first recipient of the Padma Bhushan Award from Odisha?
a) Radhanath Rath
b) Kalindi Charan Panigrahi
c) Trilochan Pradhan
d) Mahadeva Iyer Ganapati
Answer
d) Mahadeva Iyer Ganapati (Civil Service) in 1954
271. Who was the first recipient of the Padma Shri Award from Odisha?
a) Artaballabha Mohanty
b) Sailabala Das
c) Lakshman Singh Jangpangi
d) Laxminarayan Sahu
Answer
d) Laxminarayan Sahu (Literature & Education) in 1955
272. How many women received the National Florence Nightingale Award for the year 2021 from Odisha?
a) 2 Women
b) 3 Women
c) 4 Women
d) 5 Women
Answer
b) 3 Women (Damayanti Rout, Khulana Barik, Sibani Das)
273. Who received the National Florence Nightingale Award for the year 2021 from Odisha?
a) Smita Kar
b) Damayanti Rout
c) Indu Laxmi Sankhla
d) Dona Das Ghosh
Answer
b) Damayanti Rout
274. How many women received the National Florence Nightingale Award for the year 2021 from Odisha in the Nurse category?
a) 1 Person
b) 2 Persons
c) 3 Persons
d) 4 Persons
Answer
b) 2 Persons (Khulana Barik and Sibani Das)
275. Who is the present Governor of Odisha?
a) Ganeshi Lal
b) Kambhampati Hari Babu
c) Raghubar Das
d) Satya Pal Malik
Answer
b) Kambhampati Hari Babu
National Florence Nightingale Award Recipients From Odisha
| No. | Awardee | Category | Year |
|---|---|---|---|
| 1 | Damayanti Rout | ANM | 2021 |
| 2 | Khulana Barik | Nurse | 2021 |
| 3 | Sibani Das | Nurse | 2021 |
| 4 | Premalata Barik | LHV | 2020 |
| Read More |
- General Knowledge On Seven Sisters (Northeast India)
- Longest Serving Chief Ministers Of India (2025 Updated)
- 200+ List Of First In India General Knowledge (Updated)
- Ladakh Static GK Questions And Answers (Union Territory)
- 100+ Electric Car Companies With Car Models (2025 Updated)
")


")
")
")
")
")
")
")

Thanks sir for the information
Good blog post. I am preparing for the Odisha GK Multiple Choice Questions for OPSC (2022). I will try to follow your blog.
Thanks for important questions with answer.soo many many thanks
Thanks for the correction!
4 states do shares its border with odisha, not 5 please check and correct the answer. And thank you for this question and answer session it helps me a lot